膠州優(yōu)質(zhì)PP打包帶設(shè)備價格
發(fā)布時間:2024-07-26 00:30:42
膠州優(yōu)質(zhì)PP打包帶設(shè)備價格
4.管件定形可選用氣體壓力和真空泵口模二種方式,。在發(fā)動機(jī)基本成形后的管件先進(jìn)到自噴口模箱,,管件歷經(jīng)口模套,根據(jù)在管件表面自噴口模箱里真空包裝,,使管件受氣體壓力而緊靠口模套內(nèi)腔,,與此同時管件在自噴水的用途下制冷成形。5.在噴定徑箱里徹底制冷的管件在放線機(jī)的效果下均速前行,,在計(jì)量檢定設(shè)備的調(diào)節(jié)下,,大行星鋸可激光切割預(yù)訂長短的管件,歷經(jīng)擴(kuò)口工藝流程,,就完成了管件的生產(chǎn)制造,。
膠州優(yōu)質(zhì)PP打包帶設(shè)備價格
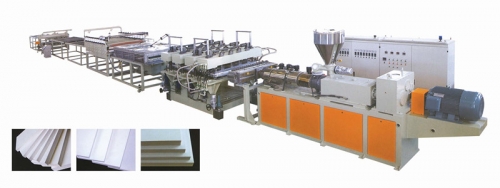
PP打包帶的加工工藝:先是擠塑機(jī)溫控,,一般在250℃~280℃。下面是制冷,,原材料出發(fā)動機(jī)后溫度很高,,要馬上進(jìn)入到水里制冷,由于等規(guī)聚丙稀在激冷的情形下很容易轉(zhuǎn)化成非晶構(gòu)造,,非晶分子式較松散,。根據(jù)拉申趨向,能夠得到優(yōu)質(zhì)的商品,,提升 了塑料打包帶的橫向抗壓強(qiáng)度,,降低延伸。拉申務(wù)必在熱水中開展,,一般選用一次拉申,。終是壓紋,拉申后的塑料打包帶歷經(jīng)2個帶紋路的輥,,便被壓上紋路,,其功能是在應(yīng)用中提升磨擦,不跑偏,,從表面上看別具一格,。

膠州優(yōu)質(zhì)PP打包帶設(shè)備價格
PVC木塑生產(chǎn)線發(fā)泡墻板出現(xiàn)異常怎么辦?PVC木塑板材生產(chǎn)線所生產(chǎn)的產(chǎn)品是近幾年快速興起的一種PVC制品,,產(chǎn)品以環(huán)保,、美觀、防潮,、安裝方便等優(yōu)點(diǎn)迅速贏得客戶喜愛,。在pvc墻板擠出的過程中,常見的非正常狀態(tài)主要有:墻板不直,、墻板凸凹不平,、表面不光滑、密度大,、波浪紋,、韌性不好等,遇到這些問題我們應(yīng)該如何解決呢,?墻板不直首先要檢查定型模與口模是否對正,,一般情況下墻板向上方彎曲可能是因?yàn)槎ㄐ湍?谂c口模沒有對正,,位置偏高;而墻板向下彎曲則是因?yàn)槎ㄐ湍,?诔霈F(xiàn)偏低的狀況。在定型模口與口模已經(jīng)對正的情況下,,再檢查水冷槽,、牽引以及鋸臺是否與定型模型對正。在這些原因都排除之后,,不直原因還可能有兩種:①pvc墻板制品冷卻度不夠,,其次是出水冷槽后的溫度仍然比較高,在受到外力的情況下而進(jìn)行扭曲,,具體調(diào)整方法為加大定型模以及水冷槽的冷卻水量或者想辦法降低冷卻的水溫,,再不行就直接降低生產(chǎn)的速度;②兩邊出料的速度不一致,調(diào)整方法:把模具兩邊的溫度調(diào)到一樣后觀察半小時,,如果沒有變化看哪邊出料速度慢就把哪邊的溫度升高幾度,,或者是哪邊出料快就把哪邊的溫度再降低幾度。

膠州優(yōu)質(zhì)PP打包帶設(shè)備價格
PVC護(hù)墻板施工工藝及常見問題:1.精確測量墻面,。先測定出須安裝護(hù)墻的長度,,根據(jù)這一規(guī)格型號來獲取鋁型材的長度。根據(jù)護(hù)墻板的規(guī)格型號計(jì)算出所須的護(hù)墻板整數(shù)金額額度塊要多少錢,,多余的室內(nèi)空間設(shè)計(jì)用護(hù)墻板拼板機(jī)開展就可以,。2.在獲取好的鋁型材上釘好固定不變孔,按照P鋁型材上的孔的間距在墻體上打好孔,,用膨脹螺絲或鋼釘將踢腳線掛鉤固定不變在墻面,。3.PVC護(hù)墻板生產(chǎn)線掌握到安裝交角線,,一般在其兩側(cè)涂上專用膠,,接著將其粘到交角處,再開啟數(shù)分鐘,,接著再死死地粘上就可以,。空氣相對濕度高的地區(qū)二根踢腳線結(jié)合,,須多出適當(dāng)?shù)慕ㄖ冃慰p,,特別是在在放家具的墻角,建筑變形縫更應(yīng)多充分考慮一些4.安裝護(hù)墻板,,將護(hù)墻板從左到右插到踢腳線內(nèi),,起始塊需從墻角開凹型槽向墻角。在距護(hù)墻板孔下1.5公分處裝上塑膠膨脹螺栓或鋼釘,,注意螺釘不能露出護(hù)墻板面,。在身型曲線圖凹型槽混漆上專用膠,過數(shù)分鐘從后面插到凹凸面就可以,,在墻體中間盡量45°夾角,。

膠州優(yōu)質(zhì)PP打包帶設(shè)備價格
混調(diào)料是PVC型材生產(chǎn)制造中的重要一環(huán)。錯料全過程不僅僅是各成分間機(jī)械設(shè)備混和,也是各成分間互相磨擦,、撞擊,,原材料持續(xù)提溫、逐漸疑膠化的全過程,,因此干錯料的品質(zhì)可以直接危害PVC型材的工藝性能和化工特性,。海外權(quán)威專家覺得,好的混合機(jī)能夠填補(bǔ)熔融差的擠塑機(jī),,但就算是較好的擠塑機(jī)也不可以填補(bǔ)混合機(jī)的不夠,,由此可見混合機(jī)的必要性。在混合機(jī)內(nèi),,原材料在短期內(nèi)靠自磨擦由常溫下升到120℃,,日積月累,對混合機(jī)的損壞是挺大的,。依據(jù)工作經(jīng)驗(yàn),,在原料、秘方,、機(jī)器設(shè)備,、加工工藝不會改變的情形下,在一根長6m的鋁型材上抽樣,,鋁型材的制冷沖擊試驗(yàn)結(jié)果卻差別非常大:8個試件完好無缺,,1個試件有小裂痕,1個試件發(fā)生爛洞,。歷經(jīng)清查,,明確是原材料混和不勻稱,使用量較小的改性劑分散化不太好導(dǎo)致的部分缺點(diǎn),。拆換熱混拌和槳後,,此現(xiàn)象得到處理?;旌蠙C(jī)損壞的直接主要表現(xiàn)是錯料時噪聲大,、吱吱聲,錯料時間增加,,由一般的8-10min增加至15min之上,。