山東專注單螺桿擠出機(jī)廠家
發(fā)布時(shí)間:2023-10-05 00:33:54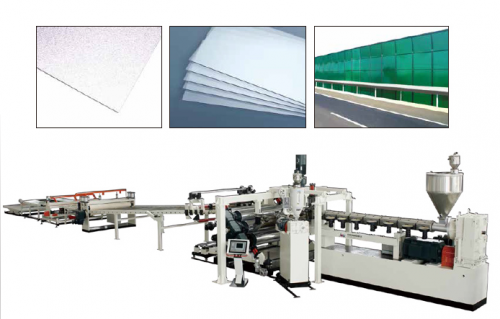
山東專注單螺桿擠出機(jī)廠家
PVC護(hù)墻板生產(chǎn)線產(chǎn)品品質(zhì)如何辨別1.常用原材料:商品的品質(zhì)與其說應(yīng)用的原料有挺大關(guān)聯(lián)。用新型材料制造的集成化墻基原材料色調(diào)新奇,,紋路清楚;它特性堅(jiān)毅,,不容易脆化,,沒有味兒。為了更好地降低成本,,一些廠家采用成本低的可再生原材料,。她們制造的商品在口感,,特性和色調(diào)上面比不上新型材料制作的商品好。2.商品相對(duì)密度:用新型材料制作的設(shè)備硬度高,,觸感絲滑,,壁厚厚的,綜合性抗壓強(qiáng)度好且不容易形變,。根據(jù)加上再造原材料制造的商品比新型材料具備更低的相對(duì)密度,,觸感,抗壓強(qiáng)度和外型,。3.表層采用的塑料薄膜:商品的色彩搭配實(shí)際效果關(guān)鍵體現(xiàn)在保護(hù)膜上,,而膜的品質(zhì)影響了企業(yè)產(chǎn)品的品質(zhì)。好的膜厚偏厚,,圖案設(shè)計(jì)底端真實(shí),,有層次感和不勻稱感,無臭味,;反過來,,一些較弱的塑料薄膜還可以由廢舊塑料回收做成,更薄,,更便于滲入底端并具備味兒,。可是價(jià)格低,。

山東專注單螺桿擠出機(jī)廠家
導(dǎo)致PVC塑料鋁型材機(jī)器設(shè)備物理學(xué).物理性能差的緣故:1.配方不科學(xué),,混和加工工藝不科學(xué);由于當(dāng)前市場上成形產(chǎn)品質(zhì)優(yōu)價(jià)廉,填充料太多,。對(duì)于原料價(jià)格的增漲,,鋁型材生產(chǎn)商已經(jīng)勤奮控制成本。一般鋁型材生產(chǎn)商根據(jù)提升秘方組成來控制成本而不減少品質(zhì);一些生產(chǎn)商在控制成本的并且也減少了產(chǎn)品品質(zhì),。因?yàn)榕浞ǖ臉?gòu)成,,立即高效的辦法是加上填充料碳酸氫鈣,是PVC-U塑膠pvc異型材常見的填充料,。在過去的秘方系統(tǒng)軟件中,,大部分都補(bǔ)充了厚實(shí)的碳酸氫鈣,以提高硬度和控制成本,。殊不知,,因?yàn)樘妓徕}顆粒樣子不規(guī)律,粒度比較大,,與PVC環(huán)氧樹脂的適應(yīng)性很低,。當(dāng)復(fù)制總數(shù)增多時(shí),輪廊的顏色和外形也會(huì)遭受危害。如今伴隨著科技的發(fā)展,,大部分極細(xì)質(zhì)輕活性碳酸鈣,,乃至納米碳酸鈣,不但具有提升剛度和補(bǔ)充的功效,,并且還具備改性材料的功效,。殊不知,添充量并不是無盡的,,它的經(jīng)營規(guī)模應(yīng)當(dāng)獲得操縱?,F(xiàn)階段,為了更好地將碳酸氫鈣的費(fèi)用下降到20-50個(gè)零件,,進(jìn)而大幅度降低鋁型材的物理學(xué)和物理性能,。

山東專注單螺桿擠出機(jī)廠家
PP打包帶的加工工藝:先是擠塑機(jī)溫控,一般在250℃~280℃,。下面是制冷,,原材料出發(fā)動(dòng)機(jī)后溫度很高,要馬上進(jìn)入到水里制冷,,由于等規(guī)聚丙稀在激冷的情形下很容易轉(zhuǎn)化成非晶構(gòu)造,,非晶分子式較松散。根據(jù)拉申趨向,,能夠得到優(yōu)質(zhì)的商品,,提升 了塑料打包帶的橫向抗壓強(qiáng)度,降低延伸,。拉申務(wù)必在熱水中開展,,一般選用一次拉申。終是壓紋,,拉申后的塑料打包帶歷經(jīng)2個(gè)帶紋路的輥,,便被壓上紋路,其功能是在應(yīng)用中提升磨擦,,不跑偏,,從表面上看別具一格,。

山東專注單螺桿擠出機(jī)廠家
PVC木塑生產(chǎn)線發(fā)泡墻板出現(xiàn)異常怎么辦,?PVC木塑板材生產(chǎn)線所生產(chǎn)的產(chǎn)品是近幾年快速興起的一種PVC制品,產(chǎn)品以環(huán)保,、美觀,、防潮、安裝方便等優(yōu)點(diǎn)迅速贏得客戶喜愛,。在pvc墻板擠出的過程中,,常見的非正常狀態(tài)主要有:墻板不直、墻板凸凹不平、表面不光滑,、密度大,、波浪紋、韌性不好等,,遇到這些問題我們應(yīng)該如何解決呢,?墻板不直首先要檢查定型模與口模是否對(duì)正,一般情況下墻板向上方彎曲可能是因?yàn)槎ㄐ湍,?谂c口模沒有對(duì)正,,位置偏高;而墻板向下彎曲則是因?yàn)槎ㄐ湍?诔霈F(xiàn)偏低的狀況,。在定型??谂c口模已經(jīng)對(duì)正的情況下,再檢查水冷槽,、牽引以及鋸臺(tái)是否與定型模型對(duì)正,。在這些原因都排除之后,不直原因還可能有兩種:①pvc墻板制品冷卻度不夠,,其次是出水冷槽后的溫度仍然比較高,,在受到外力的情況下而進(jìn)行扭曲,具體調(diào)整方法為加大定型模以及水冷槽的冷卻水量或者想辦法降低冷卻的水溫,,再不行就直接降低生產(chǎn)的速度;②兩邊出料的速度不一致,,調(diào)整方法:把模具兩邊的溫度調(diào)到一樣后觀察半小時(shí),如果沒有變化看哪邊出料速度慢就把哪邊的溫度升高幾度,,或者是哪邊出料快就把哪邊的溫度再降低幾度,。