淄博優(yōu)質PVC片材生產(chǎn)線供應商
發(fā)布時間:2023-03-26 00:36:51
淄博優(yōu)質PVC片材生產(chǎn)線供應商
危害PVC型材超低溫沖擊性強度的要素有秘方,、鋁型材橫斷面構造、模貝,、熔融度,、檢測標準等。(1)配方現(xiàn)階段普遍采用CPE做為沖擊性改性材料,,在其中有效氯質量濃度為36%的CPE對PVC的改性材料實際效果好是,,使用量一般在8-12品質份,晶粒大小和熱膨脹系數(shù)均較低,,具備優(yōu)良的延展性及與PVC的相溶性,。(2)鋁型材橫斷面構造高品質的PVC型材具備好的截面構造。一般狀況下,,小斷面的結構優(yōu)於大斷面的結構,,橫斷面上內筋的地方設定要適合。提升內筋薄厚,,以內筋與壁相接處選用弧形銜接,,都有利于於提升 超低溫沖擊性抗壓強度。(3)模貝模貝對超低溫沖擊性強度的干擾具體表現(xiàn)在溶體工作壓力和降溫時的壓力操縱上,。一旦秘方明確,,溶體工作壓力關鍵與模口相關,。從??诔鰜淼匿X型材歷經(jīng)不一樣的散熱方法,會形成差異的壓力遍布,。應力的地區(qū)PVC型材的超低溫沖擊性抗壓強度就差,。PVC型材遭受激冷的時候容易造成大的地應,因而定形模制冷流水道布局十分重要,,溫度一般調節(jié)在14℃-16℃,,選用緩冷方法有利於提升 PVC型材的超低溫沖擊性抗壓強度。

淄博優(yōu)質PVC片材生產(chǎn)線供應商
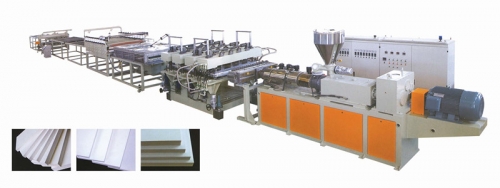
1.機器設備選用專長的不銹鋼板制冷不銹鋼水槽,,使制造的設備更理想化,,更符合國家規(guī)范。2.機器設備選用四膠棍牽引帶和轉動激光切割選用變頻變速,,速率勻稱,,線性度高,。3.自動式高精密溫度控制儀,全自動溫度控制,,實際操作簡單,,該一次性吸管機器設備付出小效果好。4.機器設備擠塑機選用高精密擠出機螺桿,,進料勻稱,,流動速度一致,熔融效果非常的好,。
淄博優(yōu)質PVC片材生產(chǎn)線供應商
留意挑選適宜的打包機,,現(xiàn)在有手動打包機和全自動打包機,可以提升包裝的產(chǎn)品質量和高效率,,但假如塑料打包帶與廢紙打包機不適合,,很有可能會危害裝包品質。有的偽劣塑料打包帶中,,正中間會夾生石灰粉,,能提升凈重,那樣塑料打包帶也不具備黏性和抗拉力,,這類塑料打包帶非常容易掉下來和扯斷,,傷害非常大,大家一定要留意認真仔細,,總而言之,,選購pp塑料打包帶大家要從可靠的視角考慮到,不必因為貪便宜,,就選購假冒偽劣商品,,那樣也許會產(chǎn)生很大的損害,一定要到專業(yè)的打包帶廠家選購,,保證塑料打包帶的品質靠譜,,價格實惠。

淄博優(yōu)質PVC片材生產(chǎn)線供應商
PP打包帶設備廠家分析pp打包帶的分類:(1)按塑膠塑料打包帶表面色彩分:沒有色調透明PP打包帶,。半透明PP打包帶,。不透明PP打包帶。各種顏色的PP打包帶,。(2)按生產(chǎn)加工塑膠塑料打包帶選用的聚丙烯pp占戰(zhàn)況:新純料PP打包帶,,原材料輕、色調光亮,。新舊混和純料PP打包帶,,原材料輕,、色調稍暗,。再生顆粒夾芯PP打包帶,,原材料重、色調暗淡,。(3)按所運用的封裝工具分:全自動用PP打包帶,對寬,、厚標準公差要求較嚴,坡度小,。自動式用PP打包帶,,對寬、厚標準公差與坡度要求較低,。手工制做紙箱打包機用PP打包帶,,對寬、厚標準公差與坡度要求一般,。塑料扣服務設施用薄形PP打包帶,。不銹鋼線扣服務設施用PP柔性合成纖維帶。

淄博優(yōu)質PVC片材生產(chǎn)線供應商
PVC木塑生產(chǎn)線發(fā)泡墻板出現(xiàn)異常怎么辦,?PVC木塑板材生產(chǎn)線所生產(chǎn)的產(chǎn)品是近幾年快速興起的一種PVC制品,,產(chǎn)品以環(huán)保、美觀,、防潮,、安裝方便等優(yōu)點迅速贏得客戶喜愛。在pvc墻板擠出的過程中,,常見的非正常狀態(tài)主要有:墻板不直,、墻板凸凹不平、表面不光滑,、密度大,、波浪紋、韌性不好等,,遇到這些問題我們應該如何解決呢,?墻板不直首先要檢查定型模與口模是否對正,一般情況下墻板向上方彎曲可能是因為定型??谂c口模沒有對正,,位置偏高;而墻板向下彎曲則是因為定型模口出現(xiàn)偏低的狀況,。在定型??谂c口模已經(jīng)對正的情況下,再檢查水冷槽,、牽引以及鋸臺是否與定型模型對正,。在這些原因都排除之后,不直原因還可能有兩種:①pvc墻板制品冷卻度不夠,,其次是出水冷槽后的溫度仍然比較高,,在受到外力的情況下而進行扭曲,,具體調整方法為加大定型模以及水冷槽的冷卻水量或者想辦法降低冷卻的水溫,再不行就直接降低生產(chǎn)的速度;②兩邊出料的速度不一致,,調整方法:把模具兩邊的溫度調到一樣后觀察半小時,,如果沒有變化看哪邊出料速度慢就把哪邊的溫度升高幾度,或者是哪邊出料快就把哪邊的溫度再降低幾度,。